Ne zaman prob ile ölçüm yaparım?
Yenilikçi teknoloji, kanıtlanmış metotlar ve uzman desteği ile Renishaw, “yeşil ışık” veya “operatörsüz işleme” hedefinize ulaşmanıza yardımcı olabilir.
Verimli Proses Piramidi
Renishaw’un Verimli Proses Piramidi™, üretimin tüm aşamalarında proses kontrol faaliyetlerinin tanımlamak için bir çerçeve çizer. Kontrol seviyeleri, tezgah ile işleme prosesindeki değişkenlikleri sistematik olarak ortadan kaldırmak için kullanılır, kabul edilebilir, tolerans-limitleri içerisinde bileşenlerin sağlanmasına yardım eder.
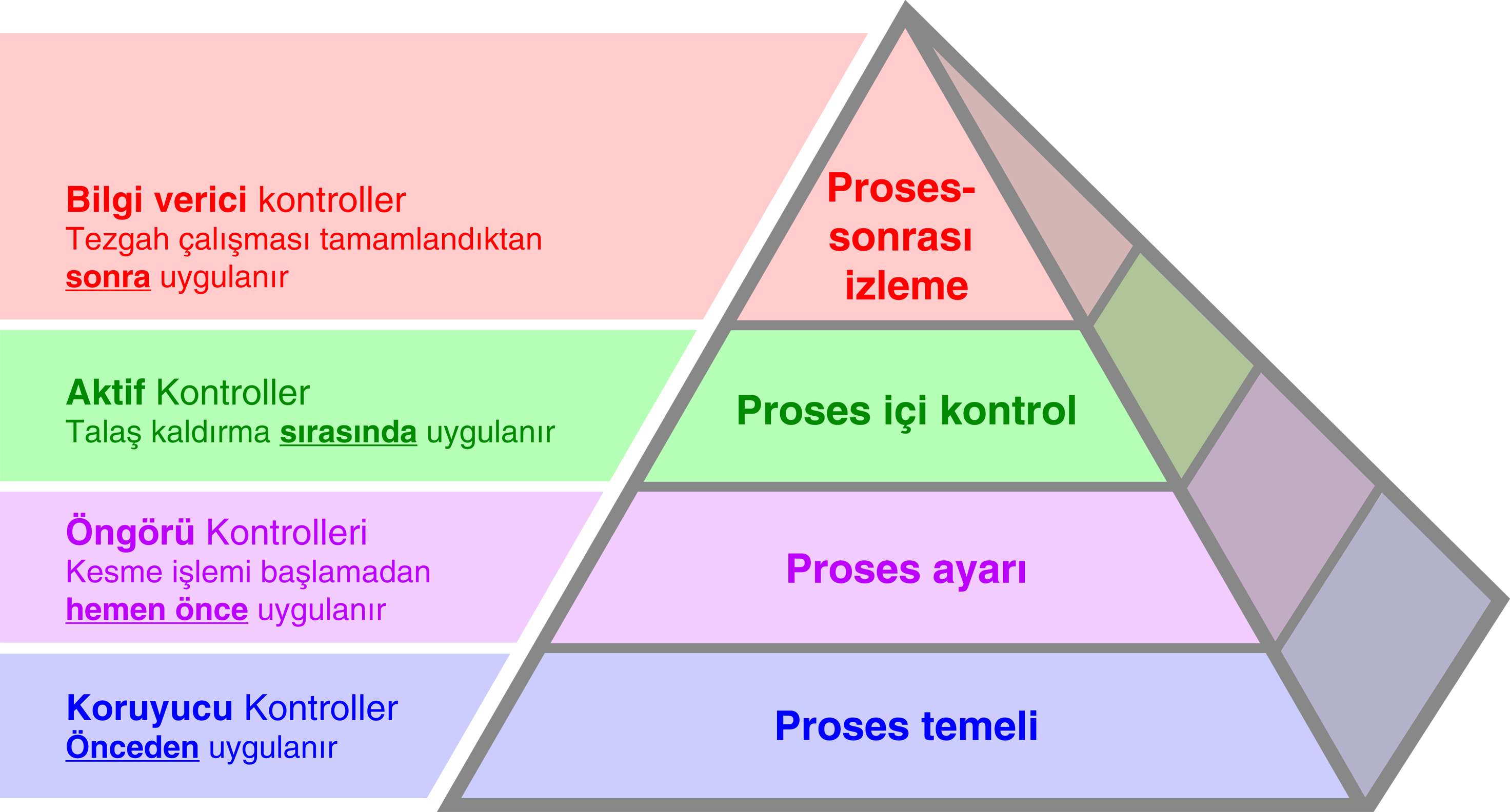

Proses-sonrası izleme seviyesi, prosesi ve tamamlanmış parçaları özelliklerine göre kontrol etmek ile ilgilenir. Prob ile ölçümün tüm bu seviyelerde aktif bir rolü vardır, ama proses temel seviyesinde en aktif rolü üstlenmektedir.
Proses-içi Kontrol seviyesi, takım aşınması ve sıcaklık değişkenliği gibi, tezgah çalışması ile ilgili değişkenlik kaynaklarını ele alır ve tezgah çalışmaya devam ederken akıllı geribildirim sağlar.
Proses ayarı seviyesi, parçanın konumu, takımın boyutu ve tezgahta olmadıkları takdirde uyumsuz bileşenlere neden olacak ofsetler gibi, öngörülebilir değişkenlik kaynakları ile ilgilenir.
Proses temel seviyesi, tezgahın çalışacağı istikrarlı koşulların sağlanması ile ilgilidir. Bunlar, tezgah işlemleri başlamadan önce değişkenlik kaynaklarının sayısını azaltan koruyucu kontrollerdir.
Öngörücü
Metal kesimine başlamadan önce yapılması gereken tezgah-üstü faaliyetler prosesin başarılı olacağını öngörmeye yardım eder.
Tezgah ayarı aşağıda sıralananları sağlar…
- Bir döner eksen, açı ayarlayıcı veya bileşenleri pozisyonlandırmak veya tutmak için gerekli olan fikstür öğelerinin hizalanması.
- Bir açı ayarlayıcı tablanın dönme merkezi ve/veya fikstür üzerindeki referans noktalarının konumu.
Parça sıfırlama aşağıda sıralananları sağlar…
- Doğru NC programını seçmek için bileşen tanımlanması.
- Bir çalışma koordinat sistemi (WCS) oluşturmak için gerekli sıfır noktasının konumu.
- Paso payı ve kaba kesme işlemi sıralamasını belirlemek için iş parçası boyutu.
- Koordinat dönüşü oluşturmak için bir bileşenin (tezgah eksenine göre) pozisyonlandırılması.
Takım ölçme aşağıda sıralananları sağlar…
- Bir yükseklik ofseti oluşturmak için iş mili mastar-hattı uzunluğu ve bu uzunluğunun belirlenen tolerans arasında olup, olmadığının kontrolü.
- Bir takım boyutu ofseti oluşturmak için dönme çapı.
Aktif
Metal kesme prosesi içerisinde yer alan bu faaliyetler, malzeme durumuna, doğal proses değişkenliklerine ve planlanmayan olaylara otomatik olarak tepki verir ve başarılı bir proses için en iyi imkanı sağlar.
Çevrim içi mastarlama aşağıdakileri mümkün kılar:
- Metal kesiminin işleme prosesinde oluşan, parça bozulması, takım sapması ve termal etkiler gibi değişkenliklere uyum sağlaması.
- Gerçek malzeme durumuna bağlı olarak koordinat sistemlerinin, parametrelerin, ofsetlerin ve mantıksal program akışının güncellenmesi.
Kırık takım tespiti aşağıdakileri belirler …
- Bir takımın varlığını.
- Takım pozisyonunu – herhangi bir hareket oluşmadığından emin olmak için.
- Kırılmış ve/veya yontulmuş takım kenarını.
Bilgi verici
Tamamlanmış proseslerin daha sonraki faaliyetleri yönlendirmek için kullanılabilecek sonuçları hakkında bilgi veren izleme ve raporlama faaliyetleri.
Proses günlük kayıtları aşağıdakileri kaydeder…
- İşleme prosesi esnasında meydana gelen, proses parametreleri, ofsetler veya koordinat sistemlerinde el ile girilen veya otomatik oluşan değişiklikler gibi olaylar.
- Prosese çıktılarda etkileri olabilecek şekilde müdahaleler.
Tezgah-üzeri doğrulama aşağıdakilere imkan verir ...
- Talaş kaldırma prosesi sırasında aynı çevre koşullarındaki kritik özelliklerin denetlenmesi.
- İşleme prosesinin istikrarına güvenilmesi.
Proses-sonrası raporlama aşağıdakilere izin verir ...
- Parça uygunluğunun belgeli bir kaydı.
- Tezgah durumunun izlenmesi ve planlanan bakımlar için kritik parça boyutlarının tarihe göre izlenmesi.
Prob ile ölçümün prosesinize nasıl fayda sağlayacağını hesaplayın
Halen takımları ve parçaları manüel olarak ayarlıyor ve tezgah üzeri prob ile ölçümün size sağlayacağı faydaları karşılaştırmak istiyorsanız, takım tezgahı Prob ile ölçüm faydaları hesaplayıcısına bir bakın.
İlgili takım tezgahı bilgi kaynakları
-
 Cep klavuzu: CNC takım tezgahları için prob çözümleri cep rehberi
Cep klavuzu: CNC takım tezgahları için prob çözümleri cep rehberi
Proses Kontrol Çözümleri Parça kalitesini ve hassasiyeti geliştirin ve CNC işleme merkezinizin verimliliğini arttırın
-
 Teknik özellikler: CNC takım tezgahları için prob ile ölçüm sistemleri
Teknik özellikler: CNC takım tezgahları için prob ile ölçüm sistemleri
-
 White paper: Survival of the fittest - the process control imperative [en]
White paper: Survival of the fittest - the process control imperative [en]
In tough times, manufacturers focus on reducing their operating costs, but may not be able to afford to spend their way out by buying more productive machinery. With that pathway closed, what are the opportunities for radically reducing costs without replacing existing machines? This paper explores four areas where substantial savings can be found if firms are prepared to change the way they control their machining processes.


