Takım tezgahı prob ile ölçüm işlemi, Avustralya’da bulunan tezgah atölyesinin üretkenliğini artırıyor
Avustralya merkezli bir tezgah atölyesi olan Hammond Engineering, iş parçası pozisyonlarını manüel olarak ayarlamanın zaman alıcı ve tekrarlaması zor bir iş olduğunu fark ettiğinde, tezgah üzeri prob ile işleme olasılıklarını araştırmaya başladı. Şirket, Renishaw'un OMP40-2 optik iletim probunu kullanmaya başladıktan sonra daha hızlı ayarlama sürelerine ve daha yüksek seviyede üretime ulaştı.

Hammond Engineering Kurucusu Travis Hammond
Şirket profili
Hammond Engineering merkezi Bairnsdale’de bulunan bir tezgah atölyesidir. Verdiği hizmetler arasında bilgisayar destekli tasarım, prototip oluşturulmasından büyük endüstriyel çalışmalara kadar değişen üretim boyutları için CNC frezeleme ve tornalama işlemleri yer almaktadır.
Hammond Engineering Kurucusu Travis Hammond sözlerine şöyle başladı, “Metal işçiliğine duyduğum tutkuyu Bilişim Teknolojileri sevgimle birleştirmek amacıyla Hammond Engineering'i kurdum. Birinci Sınıf Tornacı çıraklık eğitimimi tamamladıktan sonra kendime ikinci el bir CNC torna tezgahı buldum ve oradan devam ettim. Şimdi, bu alanda geçmişte olduğundan daha fazla teknoloji odaklı mühendislik hizmeti sunmak için çalışan üç kişilik bir ekibiz.”
Şirket, öncelikli olarak gıda ve otomotiv yedek parçaları sektörlerindeki müşterilerle çalışmakla birlikte, aynı zamanda yerel endüstriyel işletmeler için genel imalat ve onarım hizmetleri de sunmaktadır.
Örneğin bir mengeneyi hizalamak veya bir iş parçasını ayarlamak gibi değişiklikler yapmak için geçen süre, tezgahın çalışmadığı süre anlamına gelir. Bu kadar küçük bir işletmede, kaybedilen zaman maliyetlidir, bu nedenle üretkenliği arttırmanın, siparişlerin teslim sürelerini ve insan hatalarını azaltmanın bir yolunu aramaya başladık.
Hammond Engineering (Avustralya)

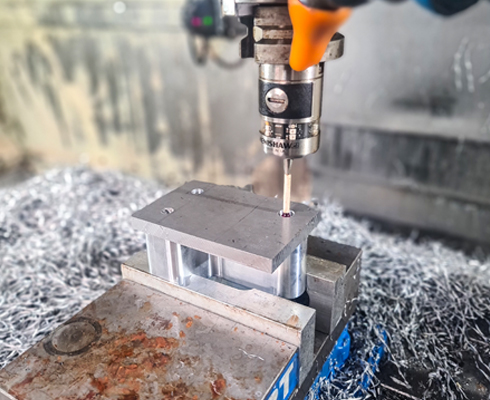
Workpiece set up and inspection using Renishaw's OMP40-2 optical transmission probe
Karşılaşılan zorluklar
Hammond, "Genel 'siparişe göre üretim' tipi işler yaparken, ekibimiz tezgah ayarlarını gün içerisinde birkaç kez değiştirmek zorunda kalır," diye devam etti. “Örneğin bir mengeneyi hizalamak veya bir iş parçasını ayarlamak gibi değişiklikler yapmak için geçen süre, tezgahın çalışmadığı süre anlamına gelir. Bu kadar küçük bir işletmede, kaybedilen zaman maliyetlidir, bu nedenle üretkenliği arttırmanın, siparişlerin teslim sürelerini ve insan hatalarını azaltmanın bir yolunu aramaya başladık.”
Çözüm
Hammond bu süreçte yaşadıklarını şöyle anlattı: "Maliyetleri azaltmak isteyen çok küçük bir işletme olduğumuz için çoğunlukla ikinci el tezgahlar alırız. Satın aldığımız en son işleme tezgahı üzerine bir Renishaw probu takılı olarak geldi, böylelikle hassasiyeti ve üretkenliği arttırıp arttıramayacağımızı anlamak üzere probu parça ayarında kullanmaya başladık.”
Hammond Engineering' işleme merkezinde bir OMP40-2 probu bulunuyordu. Optik sinyal iletimli bu ultra kompakt 3 boyutlu temasla tetiklemeli prob, öncelikli olarak işleme merkezlerinde iş parçası ayarı ve ölçümü için kullanılır. Kullanıcılara, hurda miktarı ve fikstür masrafları kadar, ayar sürelerinde de yüzde 90’a varan azalma sağlar.
Sonuçlar
Hammond Engineering OMP40-2 probu kullanmaya başladığından beri daha hızlı ayar süreleri deneyimledi. Örneğin, ekipmanı kullanmadan önce bir mengeneyi hizalama işlemi genellikle yaklaşık beş dakika sürerken - OMP40-2 ile bu işlem bir dakikadan kısa sürede tamamlanıyordu. Avantajlar zamanla daha da artacak - ekip probu günde bir mengene hizalamak için kullandığında, şirket yılda 17 saat tasarruf etmiş olacak. Prob insan müdahalesine gerek kalmadan açıları hesaplayabildiği için, probun kullanılması üretimi etkileyen insan hatası olasılığını da azaltır.
Hammond, "Çalışma ortamımda prob ile ölçüm yapmanın ne kadar değerli olduğunu anlamamın bu kadar uzun sürdüğüne inanamıyorum" diyor. "Artık OMP40-2 probun ne kadar kullanıcı dostu ve hassas olduğunu görebildiğime göre, beni başka bir şey kullanmaya ikna etmek zor olacaktır."
Hammond Engineering önümüzdeki günlerde, doğru pozisyonlandırma ve hizalamayı sağlamak amacıyla tekrarlanan parçalar üzerinde proses içi ölçüm için OMP40-2'yi kullanmayı planlıyor. Şirket ayrıca proses güvenilirliğini ve prosese duyulan güveni artırmak için kırık takım tespit sistemini kullanmayı da planlıyor.

